School is back on for Spring Quarter today. Here’s what I’ll be doing.
I spent the last day of Winter Quarter getting supplies ready for this week. I will be “reviewing” processes I completed last quarter this week before moving on. There will be pictures and they will likely be shit. But they’ll help explain. They are all click to enlarge.
First,I cut two pieces of six in wide 3/8″ think flat bar with a 22 1/2 degree bevel on one side. Also a piece of one inch wide 1/4″ flat bar eight inches long. I then fire up my Shielded Metal Arc Welding machine (SMAW, aka: Stick Welding or Arc Welding) to 60 Volts at 110 Amps.

After grinding the millscale off the welding area, I tack the two pieces of 3/8″ with the bevels facing each other 1/4″ apart onto the piece of 1/4″ flat bar. I then make six to eight passes in the now 45 degree groove, making sure that my first pass (the “Root Pass”) melts and bonds to the piece of 1/4″ along the bottom of the groove.
I am to do this weld both vertically and overhead. Yes, that means I have to put the plates about seven feet in the air and stand under it while I rain sparks and molten metal down on my face. Sounds like a wonderful way to spend an afternoon, doesn’t it?
When complete, the weld metal cannot be more than 1/8″ higher than pieces of 3/8″. There also can be no undercut along the edges, meaning the weld metal must not be lower than the 3/8″.
This is one of my fails from last quarter.
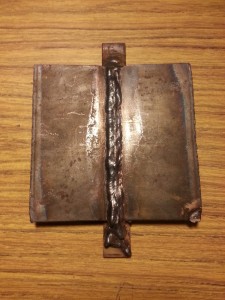
As you can see, the left edge is too high and there is about an inch of undercut along the middle of the right side. I eventually got it right, but showing you a good one would have been more difficult to describe.
But the fun doesn’t end there!
Once the plate passes a visual inspection, I then have to destroy it in the dreaded “Bend Test”.
Essentially. I blast the 1/4″ backing strip off the back with a few passes using a Carbon Arc Gouger (video) and grind the weld metal flat. Then I cut across the middle into two 1-1/2″ wide strips and polish it before putting into the bend press where 4000PSI is applied to test both the Root Pass and the Face of the weld.
The left one is a Face Weld bend and the right is a Root Pass bend.

This is a passing Root Pass test. You can see the Root Pass crossing the middle of the bent area. Pretty, ain’t it?

This is a failing Root Pass test. You can see the Root Pass again, and also two pinhole cracks appearing about 1/3 and 2/3 of the way across.

I was moving too fast from side-to-side when I made that pass and didn’t stay in the puddle long enough to completely melt the base metal to the weld metal.
This is part of a certification test I can take before I graduate. It is also good practice before learning to weld pipe. It is also as difficult as anything I’ve ever learned to do.
Provided I haven’t forgotten too much of this process during my week off school, I’ll move onto the wire feed machines next week, with the Innershield and Dualshield processes coming up first. I’ll explain more about these when I complete them.