
I mentioned that I’m currently going through TIG aluminum training at school, and a couple folks had some questions about it. So here are some answers.
Aluminum is one of the easiest process to ruin. This is because aluminum melts at a low temperature, so you don’t need as much heat to get it “wet”. However, it protects itself by attracting oxidizing agents from the air. These agents melt at a higher temperature than the aluminum itself, so you need to thoroughly clean it before you try to weld or you’re going to end up with a mess. The easiest way to prepare it is done at room temperature with a stainless steel brush.
Here is a vertical test plate with the five basic joints that has been cleaned and is ready for welding.
Joints from left to right: Butt, Lap, Tee, and Corner with Edge joints on the top and bottom of the Lap joint.
The other problem with welding aluminum is the thermal conductivity. Aluminum gets hot fast. With a mild steel test plate of this same design and thickness (1/8in) you could weld the first two joints on either end and the opposite end would likely still be OK to touch with a gloved hand. This aluminum test plate will be too hot to touch anywhere, even with full Nomex gloves, before I get done with the first joint.
The heat you start with at the beginning of the weld will need to be cut down by at least 25% before you get 2/3 of the way through with the weld. Which is why anything thinner than 1/4in thickness is best done with TIG, where you can control your heat with the foot control. 1/4in and thicker material can be done using a MIG process if you can move at an appropriate speed.
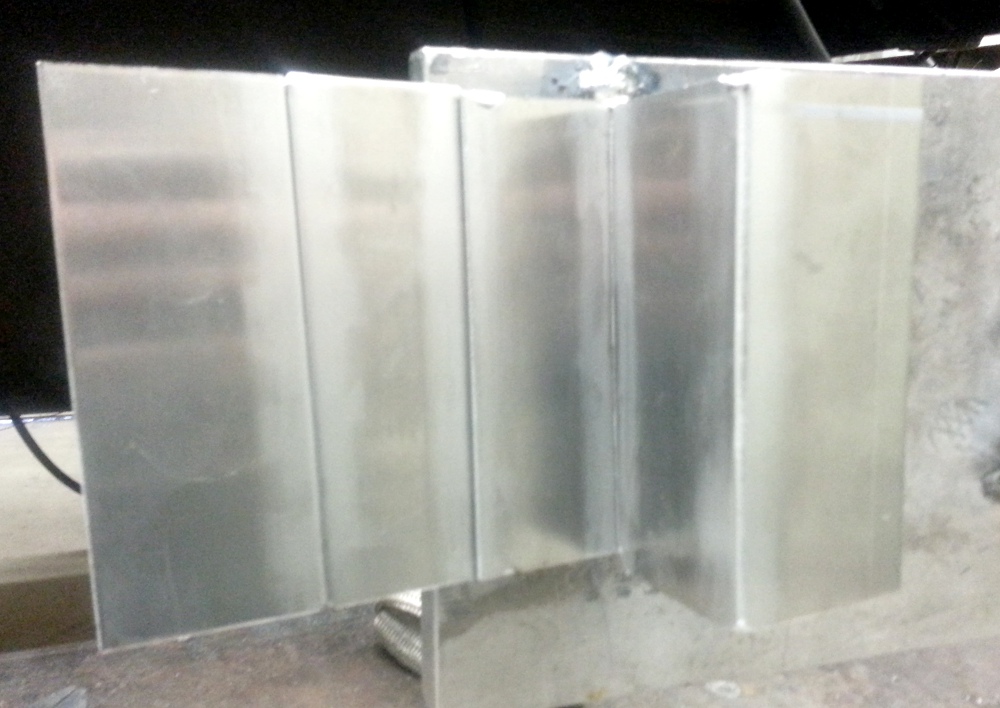
Here is the finished plate.

The white areas along the welds are from the burning of the left over oxidation by the “cathodic action” of the welding heat.
My welds are still kind of chunky in spots, which is why I’m still working on them. I work for strength first, cosmetics second. Since aluminum is rather expensive in relation to mild carbon steel, the school doesn’t offer a certification for it. Instead, they offer the appropriate training on the process and requires students to be able to show proficiency in the process.
I’ve seen these after they were cut up with a bandsaw looking for flaws or a lack of penetration or fusion. This plate would likely rate about a “7 out of 10”, mostly for cosmetics. Any plate that would rate less than an “8 out of 10” is usually refused by the instructors and the student is sent back for more practice. Which is what I’ll be doing today.